实验1.2:手动加工
实验目的
- 掌握手动连续、单步、手轮进给方式。
- 主轴转动手动控制。
实验内容
- A. 通过手动控制机床进给的方式,完成厚度1~5mm的工件端面切削。工件原总长为100mm,刀片刃长12mm。
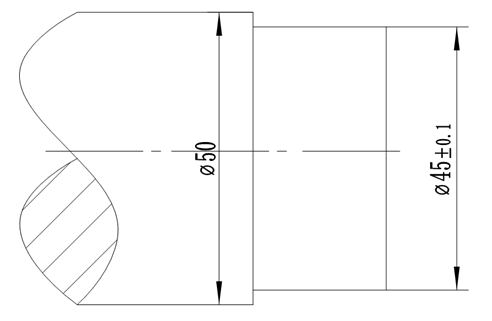
- B. 手动进给,配合手轮控制,按图纸中的半径,完成工件的切削加工。
实验步骤
- 实验项目A
1. 先松开“紧急停止旋钮”,点击“复位”;
2. 松开紧急停止旋钮;
3. 点击选择手动进给模式,回原点按钮处于弹起状态;
4. 通过按键“快速移动开关、X负方向、Z负方向、X正方向、Z正方向、主轴正转、主轴停止、主轴反转”,控制机床移动;
5. 参考刀片刃长,完成工件端面切削,切削厚度控制在1~5mm之间;
6. 停止主轴转动,将机床返回到初始位置,即回原点完成时的位置;
7. 按下紧急停止旋钮。
- 实验项目B
1. 先松开“紧急停止旋钮”,按“复位”按钮,然后完成回原点操作;
2. 先点击选择“手动进给模式;
3. 启动主轴正转;
4. 控制刀具切削工件外圆,沿Z轴方向退出,停止主轴转动。
5. 再点击选择“手轮进给模式”,通过多次点击“增量选择”可以切换手轮进给速率(1 INC,10 INC, 100 INC, 1000 INC);
6. 手轮操作控制:点击系统面板右下角的“手轮”,可打开手轮面板,通过CRT面板上“手轮方式”可打开手轮操作轴选择界面,通过“X”、“Z”选择操作轴;
7. 再次切削外圆,达到图纸直径的要求;
8. 完成机床返回初始位置的工作;
9. 按下紧急停止旋钮。
实验报告
- 1.实验A的端面实际切削厚度:( )mm;
- 2.实验B的实际切削直径:( )mm;
- 3.手轮面板中的“×1”代表的是( );
- 4.报警对话框1是否出现:
- 5.报警对话框2是否出现:有/无
- 6.报警对话框3是否出现:有/无
- 7.报警对话框4是否出现:有/无