
实验35.1 机-电-气一体化控制系统实验的安装调试
实验目的
能够按实验内容要求完成机-电-气一体化控制系统的电路及液压回路的安装。
能够按实验内容要求完成机-电-气一体化控制系统的控制程序。
实验内容
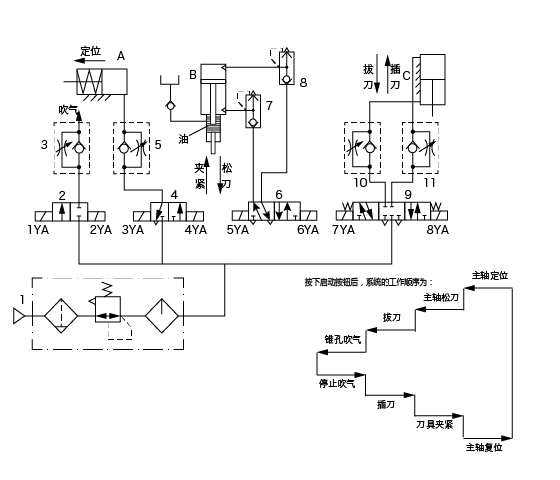
下图提供了数控加工中心换刀系统的气动统图和控制要求,要求通过编辑PLC程序实现系统的控制过程,用户根据系统图及控制要求自行定义I/O地址,在实验装置中完成系统中气动回路的安装、电气控制线路的安装以及PLC程序的编写,然后通电进行仿真调试运行。
(注:系统中缸B可忽略液压补油部分,用一双作用气缸替代即可)
实验步骤
1.根据实验要求自行完成PLC的I/O地址分配并填于实验报告中
2.完成系统中所缺的液压回路和电气控制线路的连接
3.检查管路连接是否正确
4.完成PLC程序的编辑,并将程序导入至PLC中
5.实验装置通电,打开空气压缩机电源起动,打开空气压缩机放气开关,使压缩空气进入三联件
6.拉出三联件减压阀手柄,顺时针旋转将气压调整至0.4~0.5MPA,调整完成后压下手柄锁住
7.操作电气按钮,观察气缸运行结果
8.调试结束后三联件减压阀压力调至0,关闭空气压缩机放气开关,再关闭电源开关,最后装置断电。
9.观察每个实验装置在操作过程中运行的结果,填写实验报告
江苏开放大学
学生实验报告书
| 课程名称: | 液压与气压传动 |
| 实验名称: | 1: 可编程序控制器(PLC)电气控制实验:机-电-气一体化控制实验 |
| 分项实验名称: | 35.1 机-电-气一体化控制系统实验的安装调试 |
| 学生姓名: | 张三 |
| 实验日期: | 2020年11月20日 |
| 实验目的: | 能够按实验内容要求完成机-电-气一体化控制系统的电路及液压回路的安装 能够按实验内容要求完成机-电-气一体化控制系统的控制程序 |
| 实验内容: | 提供了数控加工中心换刀系统的气动统图和控制要求,要求通过编辑PLC程序实现系统的控制过程,用户根据系统图及控制要求自行定义I/O地址,在实验装置中完成系统中气动回路的安装、电气控制线路的安装以及PLC程序的编写,然后通电进行仿真调试运行 |
| 实验步骤: | 1.根据实验要求自行完成PLC的I/O地址分配并填于实验报告中 2.完成系统中所缺的液压回路和电气控制线路的连接 3.检查管路连接是否正确 4.完成PLC程序的编辑,并将程序导入至PLC中 5.实验装置通电,打开空气压缩机电源起动,打开空气压缩机放气开关,使压缩空气进入三联件 6.拉出三联件减压阀手柄,顺时针旋转将气压调整至0.4~0.5MPA,调整完成后压下手柄锁住 7.操作电气按钮,观察气缸运行结果 8.调试结束后三联件减压阀压力调至0,关闭空气压缩机放气开关,再关闭电源开关,最后装置断电 9.观察每个实验装置在操作过程中运行的结果,填写实验报告 |
实验数据和结果:
1、填写I/O地址分配
| 说明 | 地址 | 说明 | 地址 |
| 起始按钮SB1 | 1YA | ||
| 停止按钮SB2 | 2YA | ||
| 定位到位 | 3YA | ||
| 夹紧到位 | 4YA | ||
| 松刀到位 | 5YA | ||
| 拔刀到位 | 6YA | ||
| 插刀到位 | 7YA | ||
| 8YA |
2、填写电磁铁动作顺序表:
| 动作顺序 | 1YA | 2YA | 3YA | 4YA | 5YA | 6YA | 7YA | 8YA |
|---|---|---|---|---|---|---|---|---|
| 主轴定位 | ||||||||
| 主轴松动 | ||||||||
| 拔刀 | ||||||||
| 主轴锥孔吹气 | ||||||||
| 吹气停 | ||||||||
| 插刀 | ||||||||
| 刀具夹紧 | ||||||||
| 主轴复位 |
(每步动作时,若电磁铁处于得电状态则标记﹢号,处于失电状态标记为﹣号)